发布时间: 2024-06-20 20:14:12 作者: hth手机版app
缺陷反射波法对于厚度较大,表面较光滑的铸件,可采用纵波直探头,通过观察一次底面回波之前出没出现缺陷信号进行检测。
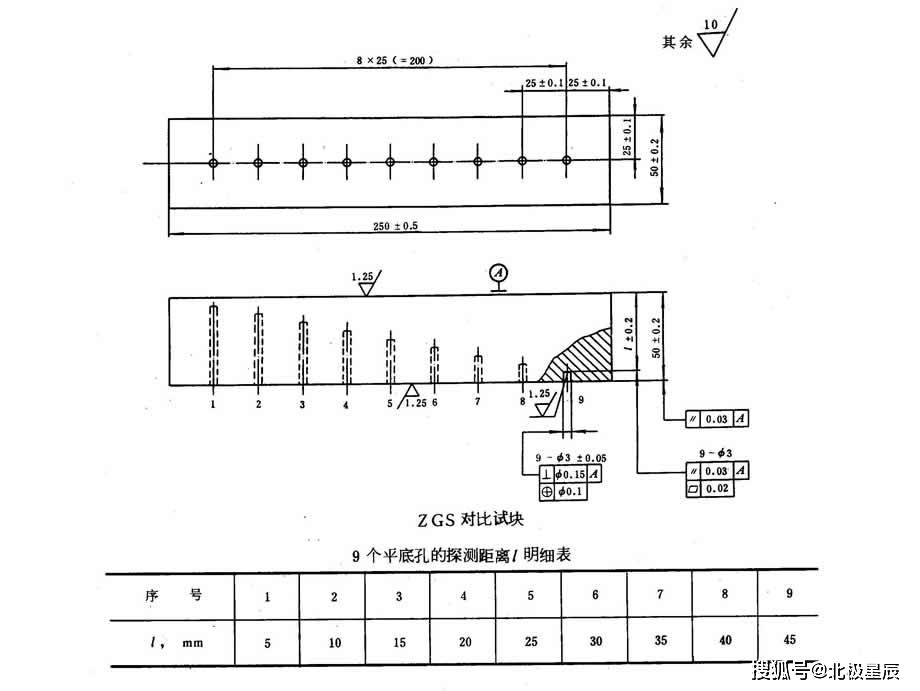
要检测厚度小于45mm或较厚铸件近表面缺陷,可采用双晶探头;配合使用下面的ZGS试块
如需检测裂纹,或由于形状和缺陷取向原因无法采用纵波检测的部位,可采用斜探头检测。
对于厚度不大,表面较粗糙的铸件,可采用纵波直探头检测,通过观察一次底面和二次底面回波之间是不是出现缺陷信号进行判断。
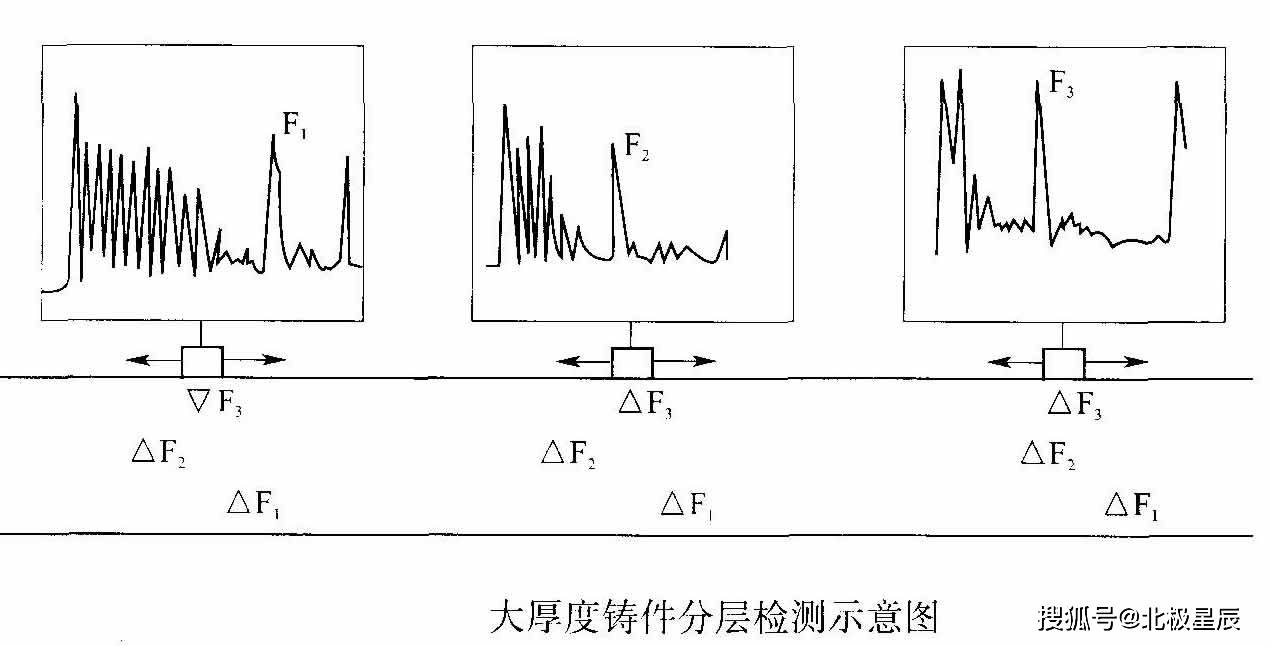
对厚度特大的铸件,如果用缺陷回波法检测,通常检验测试灵敏度需按最大厚度调整,这就使得仪器增益必须设置的很大,根据超声波的衰减特性,这样势必造成靠近表面位置的信号幅度过高,散射引起的杂波信号幅度也过高。如果该部位存在缺陷,则缺陷信号将混于杂波信号中,无法分辨。因此对于厚度特别大的铸件,一般都会采用分层法检测,即检测时将铸件厚度分为若干层,每一层分别采取了该层的深度调整灵敏度进行仔细的检测,如下图所示。对于近表面层,由于该层厚度小,声衰减较小,需要的仪器增益相比来说较低,杂波幅度也可相应下降,采用一般全厚度检验测试的缺陷回波法无法分辨的缺陷,此时有可能会被观测到。这样既满足了深层缺陷检验测试灵敏度要求,也解决了较小厚度部位的缺陷检验测试问题。可见,分层检测法是解决铸件检测时杂波干扰的一种有效措施。
在实际检测时,利用仪器的距离幅度补偿(DAC)功能,不分层检测,也可达到与分层检测同样的效果。
铸钢件表面粗糙,耦合条件差,检测前应对其表明上进行打磨清理,要求粗植度R不大于12.5um。
铸钢件检测时常用黏度较大的耦合剂,如浆糊、黄油、甘油、水玻璃等。返回搜狐,查看更加多


